„Borci, nepodchlazujte ty formy, budete mít problémy…“
„Ale ne. To je v pohodě…“
Jejda…

A to nechcete vidět tu dělící rovinu. Nicméně proč se to děje? Odpověď není raketová věda. Protože rosný bod.
Co je to „Rosný bod“
Základní definice nám toho sice (většinou) moc neřekne, ale je pěkná, tak si ji dovolíme ocitovat:
Rosný bod (teplota rosného bodu) je teplota, při které je vzduch maximálně nasycen vodními parami (relativní vlhkost vzduchu dosáhne 100 %). Pokud teplota klesne pod tento bod, nastává kondenzace.
Praktický důsledek, něco, čemu je rozumět podstatně jednoduššeji a zvláště v parnech jako jsou v létě 2024, kdy pravidelně a intezivně prší, je to dost podstatný. Zjednodušeně „čím více je vodní páry ve vzduchu, tím vyšší je teplota rosného bodu“.
Ještě jinak řečeno – čím více vody (vodní páry) je ve vzduchu, tím vyšší musí být teplota, aby pára NEkondenzovala (nesrážela) se na formě.
Tedy, pokud pravidelně a vydatně prší, tak forma POTŘEBUJE vyšší teplotu, aby se na ní nesrážela voda.
Pokud se navíc ve vzduchu vyskytují kondenzační jádra, tak tyto urychlují srážení vody na formě. Typicky, pokud se Vám ve vstřikovně práší (například melete studené vtoky), tak se voda rychleji vysráží na formě. Pozor, ne jen zvenku. Ale také (logicky) na dělících rovinách. Zvláště pokud jsou odlehčené, začíná to být zajímavé. Kondenzace vody ve tvarové dutině, tak to je katastrofa sama o sobě.
Proč se tedy formy podchlazují? Za dobu existence firmy JAN SVOBODA v oblasti vstřikování plastů jsme potkali mnoho vyjádření ve stylu – studená forma dělá kratší cykly.
Praxe ukazuje, že nic není dál skutečnosti, než toto tvrzení. Velmi zjednodušeně řečeno. Studený, vychlazený plast je svého druhu izolant. Tedy ve studené formě ztuhne povrch plastu v dutině velmi rychle. Pouze povrch. Mám studenou formu. Na ní mám „studený“ materiál, který se chová jako izolace. Tento studený materiál má v sobě zafixovány „natažené“ makromolekuly, které mají tendenci se vracet do původného stavu – což je zjednodušený popis reziduálního, tedy zbytkového napětí. Ve středu stěny plastového dílu mám materiál „horký“, který má dostatek času na relaxaci (tedy makromolekuly mají čas se vrátit do původního stavu pomalým tuhnutím).
Co z toho plyne? Mimo jiné to, že stěny dílu jsou „napjaté k prasknutí“ a střed dílu „je v pohodě“. Rozdíl mezi napětím stěna a střed dílu, (působí zde značné síly) mi postupně budou deformovat díly a tento začne praskat. Ačkoliv to opticky vypadá, že díl můžu vyhodit z formy „o kousek dříve“, protože povrch je zahulý, tak realita je jiná. Uvnitř stěny dílu (pokud díl vyhodím z formy rychleji) nebude plast ztuhlý. Tedy střed stěny bude tuhnout ještě nějakou dobu poté, co byl z formy vyhozen. ALE BEZ podpory formy – tedy logicky, když se bude díl ještě dochlazovat. jeho deformace se bez vnější podpory zvýší.
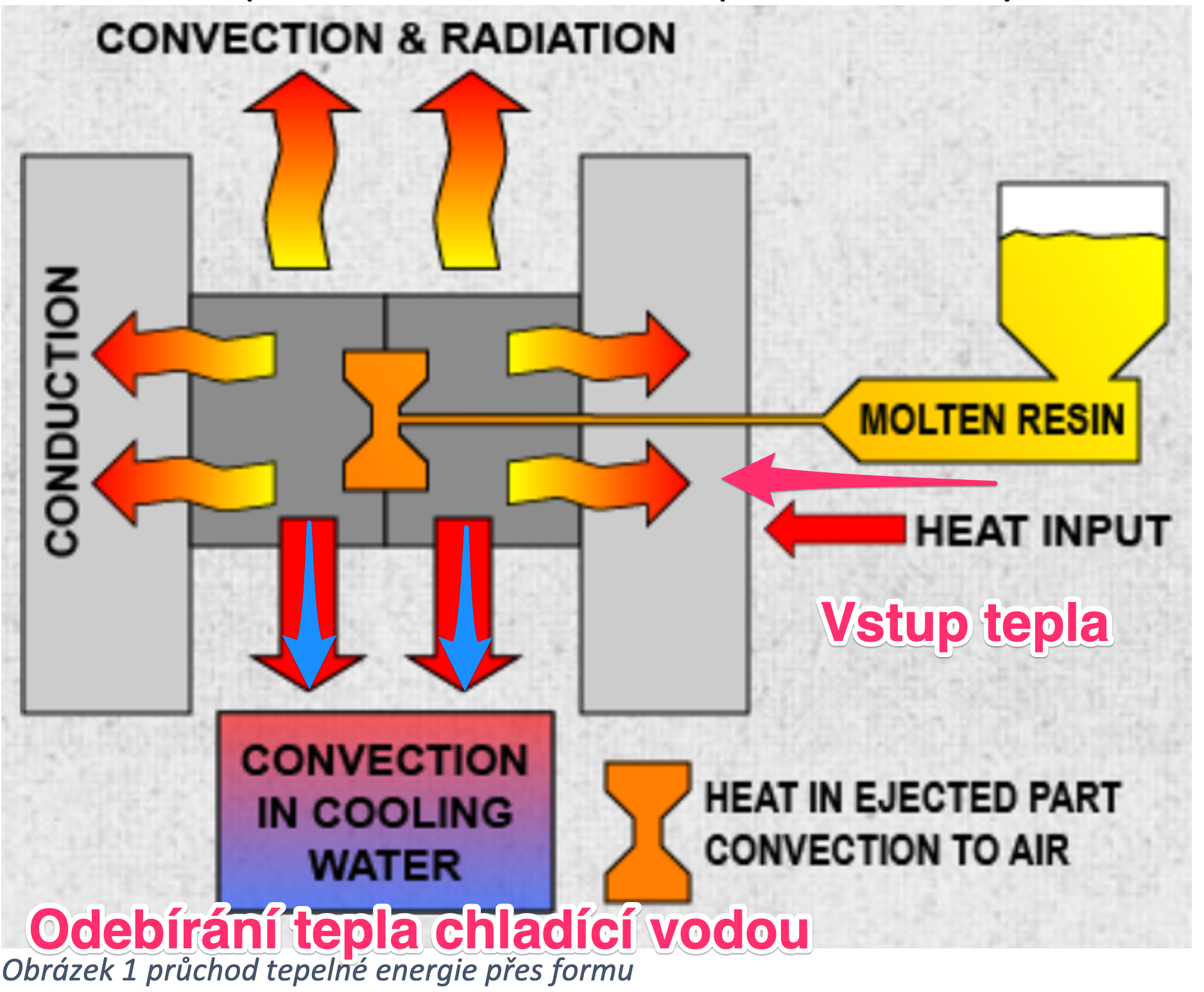
Každý materiál má doporučenou teplotu formy a pokud nechcete mít reklamace na zdefomované a praskající díly, tak vřele doporučujeme – držte se těchto hodnot. Jinak budete vyrábět zmetky. A jako bonus, při dodržení teplot Vám nebudou reznout formy. A to se vyplatí.

P.S. – Jako jasně, jsou formy, které jsou stavěny na podchlazení a návrh dílu s tím počítá. A taky s tím kalkuluje návrh formy. Což – ruku na srdce – není případ běžné formy a běžné vstřikovny.
Pokud Vás článek zaujal, zkuste si pozvat naše „létající technology“. Stačí napsat email na info(zavinac)jansvoboda.cz
Těšíme se na návštěvu u Vás.