Thermoplay 2020: O generaci lepší trysky
Stoupající nároky na kvalitu výstřiků, výrazně složitější tvary, změny v materiálech, vysoké nároky na zkracování cyklů – to jsou témata, která dnes řeší každá lisovna. Proto vznikla nová řada trysek Thermoplay, která umožní jednodušší, rychlejší a přesnější výrobu.
Při zachování stávajících zástavbových rozměrů poskytuje nová řada trysek až o 60 % vyšší průtok materiálu přes trysku. Díky redukci tlakových ztrát jsou výrazně sníženy vstřikovací tlaky při zachování vstřikovací rychlosti; dále tyto nižší tlakové ztráty umožnují efektivnější vstřikování na technickou viskózní křivku. Vylepšená tepelná izolace špičky snižuje reziduální napětí pod vstřikovacím otvorem. Trysky vykazují delší životnost při vstřikování materiálů s abrazivy a mají méně náhradních dílů. Díky optimálnímu designu je navíc výrazně sníženo smykové napětí.
Nyní si výše uvedené výhody rozbereme podrobněji.
Snížení smykového napětí aneb Teplo pouze tam, kde ho potřebujete:
Díky oceli třetí generace práškové metalurgie došlo k vylepšení teplotního pole špičky. Hrot trysky přesně směruje teplo do vstřikovacího otvoru a izolace (těsnění špičky) brání přenosu tepla do formy.
Výsledkem je menší zbytek po vtoku u přímého vstřikování a zároveň výrazné prodloužení doby setrvání „živého“ materiálu ve vstřikovacím otvoru.
Případová studie č. 1: Zamrzání vstřikovacího otvoru
Vylepšené teplotní pole prokazatelně prodlužuje dobu do zamrznutí vstřikovacího otvoru. Při testech vykázala o generaci lepší tryska až 10 minut živý vstřikovací otvor při teplotě taveniny 295 °C a teplotě formy 70 °C, zatímco u běžné trysky vstřikovací otvor zatuhl již po 2 minutách, a to dokonce při při teplotě taveniny odpovídající 320 °C taveniny (teplota formy byla stejná). Testovaným materiálem byl Ultramid A3WG6 (PP66+30GF)
Jaké teploty na tryskách jsou opravdu nutné?
Čas cyklu při vstřikování je nejvíce ovlivňován délkou (dobou) chlazení. Jak zkrátit dobu chlazení? Řešení spočívá ve snížení množství tepla vneseného do formy; tím se sníží i množství tepla, které je potřeba odvést, a výstřik se ochladí rychleji.
Nové trysky Thermoplay výrazně snižují potřebnou teplotu vstřikovaného materiálu, a to při zachování špičkové kvality dílu.
Případová studie č. 2: Zkrácení doby cyklu

Kontrolní otázka: O kolik více perfektních dílů za hodinu forma vyrobí?
a) o 1124 dílů více
b) o 1896 dílů více
c) o 2048 dílů více
Správnou odpověď najdete na konci článku.
Případová studie č. 3: Zkrácení cyklu výroby ochranné polomasky
Na jaře roku 2020, v době extrémního nedostatku ochranných pomůcek, byla firma JAN SVOBODA s.r.o. oslovena s žádostí o výrobu forem a optimalizací kvality a cyklu ochranné polomasky z materiálu PA12. MoldFlow analýza plnění základního korpusu stanovila cyklus výroby na 50 vteřin (po optimalizaci).
Kontrolní otázka: Jaký byl finální cyklový čas výroby tohoto dílu?
a) 38 vteřin i s robotem
b) 27 vteřin i s robotem
c) 20 vteřin i s robotem
Správnou odpověď najdete na konci článku.
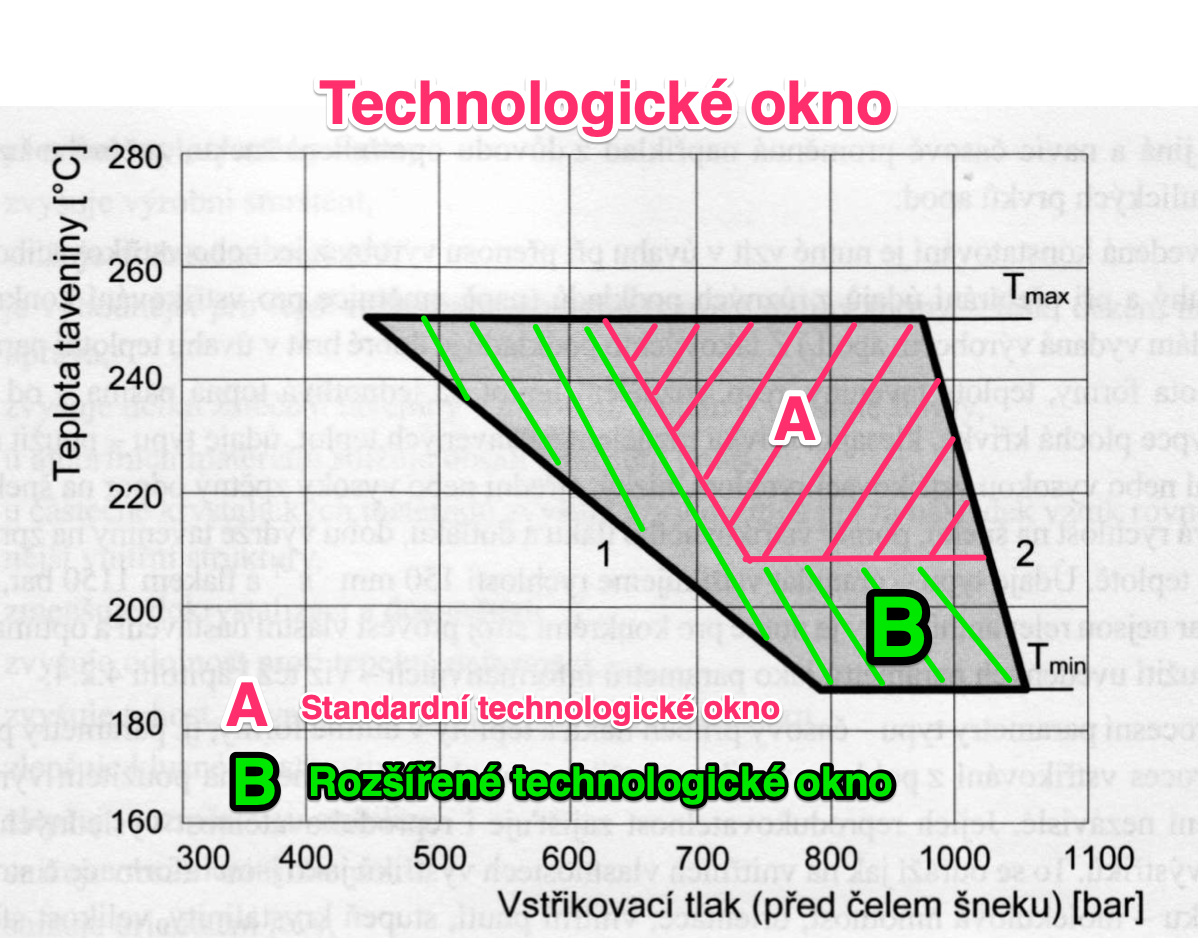
Jaké je správné nastavení vstřikovacího procesu?
Jaké možnosti mají Vaši seřizovači? Mohou optimalizovat parametry pro dosažení kratšího cyklu? Nebo máte pouze jedno „bezpečné nastavení“?
Jedním z cílů vývoje „o generaci lepších trysek“ bylo rozšíření technologického okna tak, aby seřizovači mohli hledat nastavení, které bude optimální nejen z hlediska kvality dílu, ale i z pohledu ekonomiky výrobního procesu.
Stále váháte s poptávkou „O generaci lepších trysek“?
Zkuste si odpovědět na následující otázky:
- Potřebujete zkrátit vstřikovací cykly?
- Požadujete vysokou přesnost dílů?
- Uvítali byste snížení vstřikovacího tlaku?
- Chcete omezit počet náhradních dílů?
- Přejete si snížit namáhání formy a stroje?
Pokud jste na některou z otázek odpověděli ANO, rádi se budeme věnovat Vaší poptávce.
Poptávkový formulář najdete zde.
Správné odpovědi na kontrolní otázky:
C je správně pro všechny otázky.